



 Superior Material Composition: Our valves are cast with chemical compositions at the highest end of international standards. For example, our ASTM A351 CF8 stainless steel contains 9% Nickel—the maximum allowable—to ensure superior corrosion resistance and extended service life
Superior Material Composition: Our valves are cast with chemical compositions at the highest end of international standards. For example, our ASTM A351 CF8 stainless steel contains 9% Nickel—the maximum allowable—to ensure superior corrosion resistance and extended service life
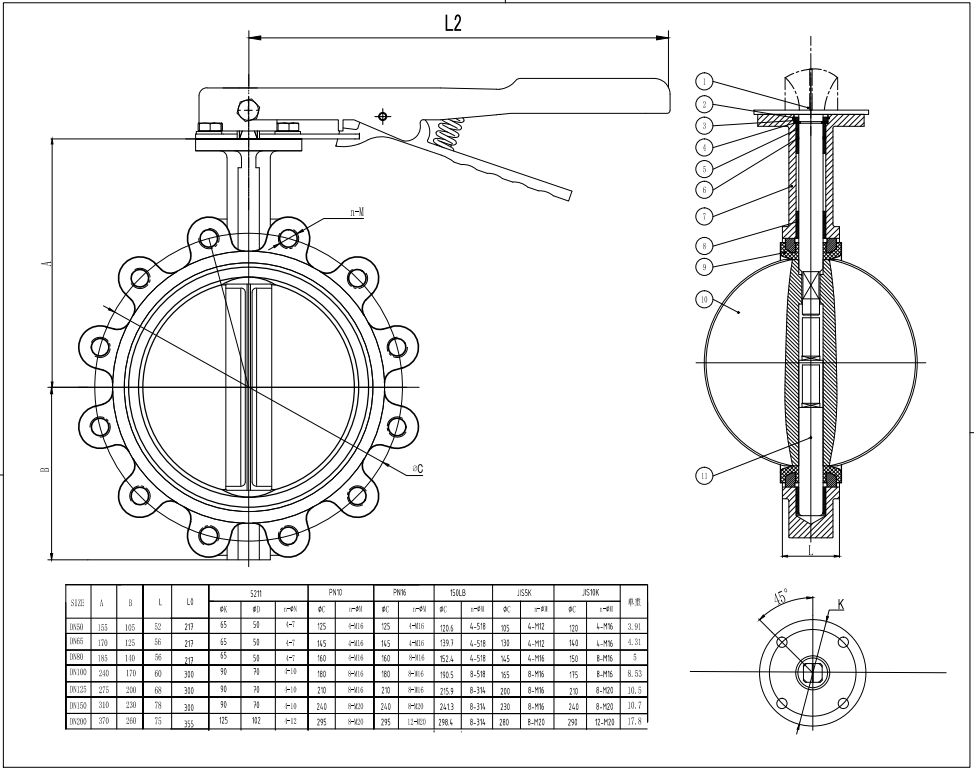
Lug Hole Positional Accuracy: The true position of our threaded lug hole pattern is precisely controlled to an exacting tolerance of ±0.10 mm relative to the valve centerline.
100% Gauge Verification: To validate this precision, every valve's lug holes are 100% inspected with certified go/no-go gauges.
Premium raw steel finish with corrosion-resistant coating; deep-cast permanent markings for full traceability (material, pressure, heat number).
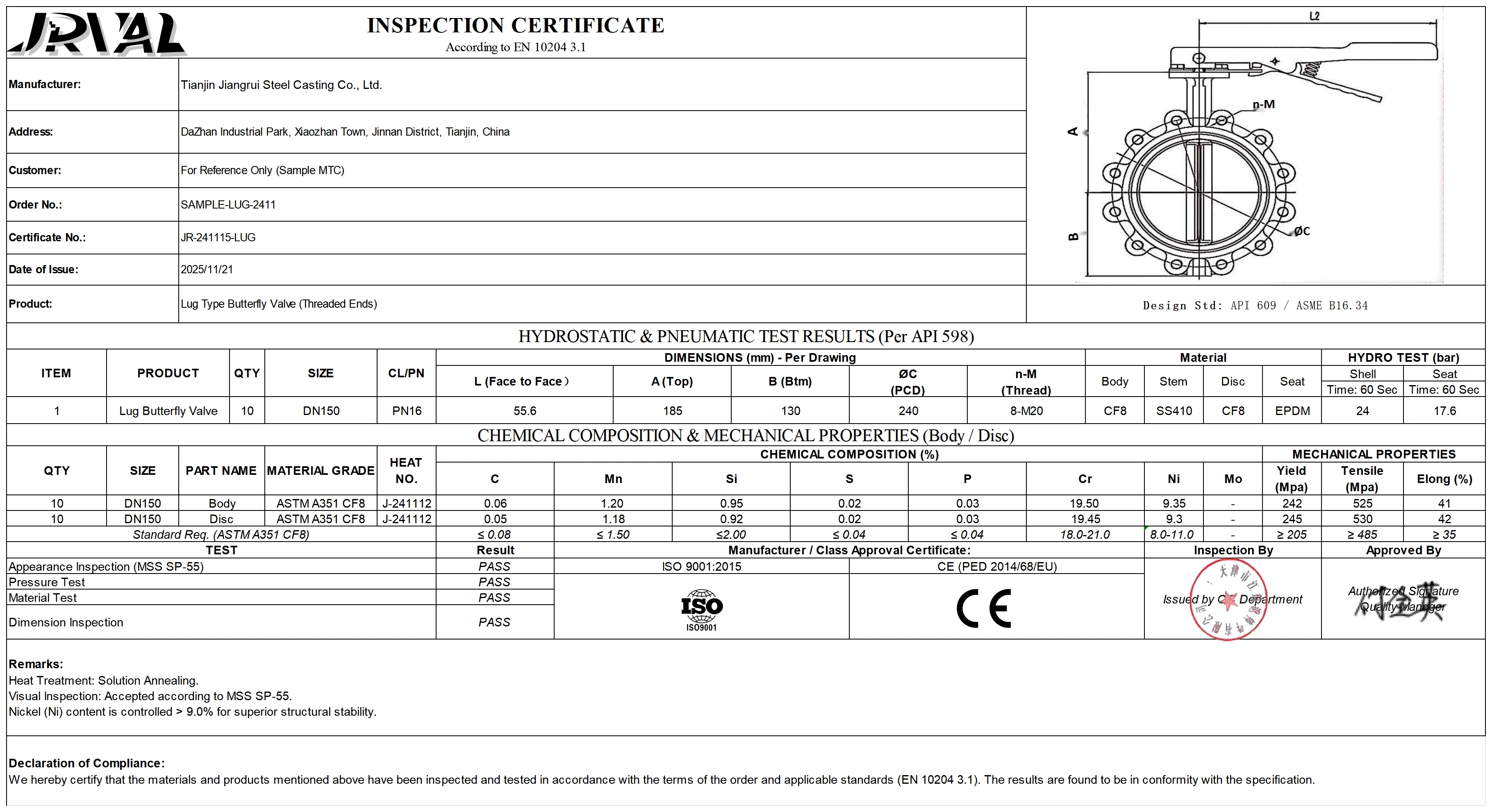
Design & Manufacturing Standards: API 609, ASME B16.34, ASME Section VIII
Leakage Class: API 598 (Bi-directional Zero Leakage)
Side Flange Standards: ASME / ANSI: Class 125LB & 150LB; EN / DIN: PN6, PN10, PN16; BS / AS: BS 10 Table D/E, AS 2129 Table D/E; JIS: 5K, 10K (JIS B2220); GB / HG/T / GOST

Top Flange (Actuator Mounting) : ISO 5211; GB 90°
Face-to-Face Dimension: API 609, ISO 5752, EN 558-1, ASME B16.10, MSS SP-68
Testing & Inspection Standards: API 598; EN 12266-1; ISO 5208; BS 6755-1
Certifications & Conformity: ISO 9001:2015; CE Marking (PED); SIL 3; EAC; BV
Technical description
Download
Q&A
Specification of the Valve |
|
|---|---|
|
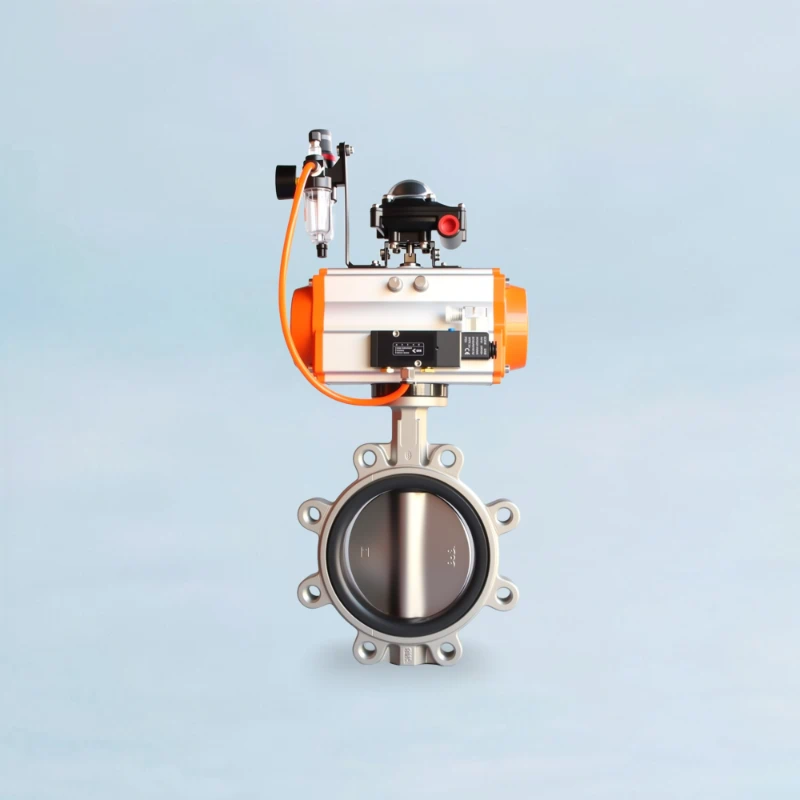
Type of Connection |
Lug (NPT/ Through Hole Connection) |
|
Actuation |
Lever |
|
Size |
NPS 1 ½"~48" (DN40~DN1200) |
|
Pressure |
PN6 ~ PN20 / ANSI Class 125 ~ 150 |
|
Testing Pressure |
Shell: 1.5 x Rated Pressure; Seat: 1.1 x Rated Pressure (acc. to API 598) |
|
Medium |
Water, Oil, Gas, Steam, Slurries, and various Corrosive Media |
|
Medium Temperature |
-25°C to +180°C (-13°F to +356°F) Dependent on seat material |
Material of the Valve |
|
|---|---|
|
Body |
Ductile Iron: GGG50/ GGG40 |
|
Disc |
Ductile Iron (Nickel-Plated): ASTM A536 65-45-12 + Ni Duplex, Bronze & Special Alloys: CD3MN (Duplex 2205), CE3MN (Super Duplex 2507), Aluminum Bronze (C95400/C95800), CW6MC (Hastelloy C-276 eq.) |
|
Stem |
Carbon Steel: AISI 1045 High-Strength & Corrosion Resistant: 17-4PH (SS630), Duplex 2205 (S32205), Super Duplex 2507 (S32750), Monel K500, Hastelloy C-276 |
|
Soft Seat |
Elastomers: EPDM, NBR (Buna-N) High-Performance Elastomers: FKM (Viton™), Silicone (VMQ), CSM (Hypalon™) |
|
Coating |
• System: Fusion Bonded Epoxy (FBE) • Standard: Internal & External Coating • Dry Film Thickness (DFT): 200-250 µm |
Our commitment to quality is verified by internationally recognized standards, providing the documentation and peace of mind you need for critical applications.

For over 20 years, our expertise in ductile iron casting and precision manufacturing has set the industry benchmark. We oversee the entire production chain, from raw material spheroidization to final epoxy coating, ensuring every valve delivers unparalleled strength and resilience.
Our roots are in advanced casting. We meticulously control the nodularity and microstructure of our GGG40/50 iron, guaranteeing superior ductility and strength that far exceeds standard cast iron, preventing brittle failure under pressure.
Our advanced CNC centers ensure every lug hole and sealing face is machined to tight tolerances. This precision guarantees perfect flange alignment and a leak-proof seal, critical for high-integrity systems like municipal water and fire protection.
Our design philosophy combines robust materials with practical engineering. The thick-walled ductile iron body, coupled with a fusion-bonded epoxy coating, provides a multi-layered defense against both mechanical stress and corrosion for decades of service.
State-of-the-art CNC equipment is the cornerstone of our quality, enabling us to achieve the precise dimensions and flawless finishes required for high-performance industrial valves. Every component is machined for perfect fit and function.












Our ductile iron lug butterfly valves are the workhorse of modern infrastructure and heavy industry. Below are key sectors where their strength and reliability are indispensable. Many other applications are possible where high-pressure and durability are required.

Engineered to meet stringent public utility standards, these valves are ideal for water distribution networks. The robust ductile iron body withstands water hammer and ground stress, making them perfect for buried service. Our AWWA butterfly valve designs ensure long-term, low-maintenance operation.

In abrasive and mildly corrosive wastewater environments, the valve's thick epoxy coating provides superior protection. The strong DI body supports various seat materials, ensuring reliable isolation and control of sludge and treated effluent, with epoxy coated butterfly valves being the top choice.

For large-scale cooling and heating loops, these valves offer a perfect balance of performance and cost. The high-strength ductile iron body reliably handles the system's pressure, making it a superior choice over standard cast iron for any demanding HVAC butterfly valve application.

With excellent resistance to vibration and mechanical shock, these valves are ideal for ballast, bilge, and cooling water systems on ships. The lugged design allows for easy maintenance in tight engine rooms. Our JIS 10K butterfly valve compatibility ensures seamless integration.

In cooling water intake and circulation systems, reliability is paramount. The ductile iron body provides the necessary strength to manage high flow rates and pressures, making our large diameter butterfly valve options a trusted component in power plant infrastructure.

The ductile iron body serves as a robust housing for abrasion-resistant liners. This combination is crucial for controlling process water and slurry lines, where the valve must endure both physical impact and abrasive wear, making it a prime butterfly valve for slurry application.

For utility lines such as compressed air, industrial water, and fire protection systems, ductile iron is the material of choice. This industrial butterfly valve provides a higher safety factor than gray iron at a competitive price point, ensuring plant-wide reliability.

In non-corrosive process areas like water and white water lines, the strength of ductile iron prevents body failure due to pressure spikes. A reliable rubber seat butterfly valve with a DI body ensures tight shut-off and dependable performance in this demanding industry.

For main distribution lines in large irrigation projects, our ductile iron valves provide the durability needed for long-term outdoor service. They resist pressure surges from pump startups and offer reliable flow control, making them a cost-effective irrigation butterfly valve solution.
While the ductile iron body provides a robust foundation, we tailor our valves with specific linings, coatings, and disc materials to handle a range of aggressive media beyond standard water applications.
For large-scale municipal projects like the Bangkok Metropolitan Waterworks expansion, components aren't chosen for years of service, but for decades. Here, reliability isn't a feature; it's the foundational requirement for safeguarding public health and ensuring uninterrupted urban life.
Not Just a Contractor... A National Infrastructure Builder
Siam Waterworks Engineering (SWE) is a leading firm responsible for designing and constructing Thailand's most critical water purification and distribution networks. "Our systems are the lifeblood of the city. A single valve failure in a main distribution line can affect millions," says Mr. Anucha Kittipol, SWE's Chief Project Engineer. "We specify components to last 50 years with minimal maintenance. Predictability is everything."
For their new Bang Sue Pumping Station, which involved hundreds of manually operated isolation valves in humid, confined spaces, SWE needed more than just a standard ductile iron valve. They needed a partner who understood the science of making iron last.
The "Good Enough" Trap: When Standard DI Valves Fail
The project's initial spec called for standard GGG50 ductile iron valves. However, Mr. Anucha was wary. "In past projects, we've seen issues manifest after 5-10 years," he recalls. "External coatings would flake, leading to severe corrosion. The lever mechanisms would become stiff and inconsistent, especially in our humid climate. Operators would lose confidence in their ability to achieve a positive shut-off. We needed to eliminate these long-term failure points from day one."
We recognized that SWE's challenge was about long-term material stability and operational reliability. Our solution was not just a product, but a manufacturing philosophy applied to our Ductile Iron (EN-GJS-500-7 / GGG50) Lug Butterfly Valve with a High-Strength Lever Operator.
Standard GGG50 can have inconsistent microstructures. Our process begins with tight control over the ductile iron melt, ensuring a nodularity rate of >90% through precise magnesium treatment. Critically, after casting, the valve bodies undergo a ferritizing annealing heat treatment. They are slow-cooled through the eutectoid transformation range (around 730°C / 1350°F). Why is this non-negotiable for us? This process breaks down the harder pearlite in the matrix, converting it into softer, more ductile ferrite and graphite. The resulting fully ferritic microstructure provides maximum impact resistance (essential for preventing damage during installation and from water hammer) and creates the perfect, stable substrate for our coating system.
To combat the aggressive humidity, a simple paint job is insufficient. We apply a 250-micron (10-mil) thick Fusion-Bonded Epoxy (FBE) coating that conforms to the AWWA C550 standard. The process is meticulous: the annealed casting is first shot-blasted to a Sa 2.5 near-white metal finish, then preheated to 220°C (428°F). The epoxy powder is then electrostatically applied, melting and fusing into a seamless, holiday-free protective layer. This creates a powerful barrier that is chemically bonded to the iron, preventing the under-film corrosion and flaking Mr. Anucha was concerned about.
For a lever-operated valve, the "feel" is a direct indicator of quality. We addressed this mechanically. The stem, precision-machined from 431 stainless steel for strength and corrosion resistance, rotates within self-lubricating bronze (C93200) bushings. This combination ensures a consistently low operating torque for life. The lever itself is not stamped steel; it is cast from the same high-strength ductile iron as the body and features a heavy-duty, multi-position locking plate, giving operators clear, tactile feedback and the confidence to apply necessary force without fear of component failure.
Every single valve assembly, without exception, undergoes hydrostatic testing per API 598. We conduct a shell test at 1.5 times the rated pressure to confirm the integrity of our annealed casting and FBE coating, followed by a bi-directional seat test at 1.1 times the pressure. This final, rigorous validation ensures that every valve that leaves our facility provides the positive, zero-leakage shut-off that a critical municipal water system demands.

For Siam Waterworks Engineering, we weren't just a supplier; we were a manufacturing partner who shared their obsession with long-term infrastructure resilience. Our control over the fundamental processes—from the metallurgy of the iron to the chemistry of the coating—provided the assurance they needed. Per Mr. Anucha: "Working with a manufacturer that controls these critical details allows us to focus on system-wide design, knowing our core components are built not just to specification, but for a lifetime of service."
For over 20 years, we've provided the backbone for critical infrastructure. We believe that building the future requires an uncompromising commitment to the engineering of today. We are proud that our valves are a small but essential part of delivering safe, reliable water to communities around the world.
Ready to configure for your project?
Choose Ductile Iron for applications requiring high strength, impact resistance, and vibration damping, like municipal water/wastewater (it's the AWWA standard). It prevents brittle fracture, unlike Gray Iron. Carbon Steel is preferred for higher temperature services (e.g., steam), while Ductile Iron excels in pressure-surge-prone water systems.
The spheroidal graphite structure within ductile iron acts as a shock absorber, effectively dampening the intense energy from water hammer and system vibrations. This inherent ductility prevents the catastrophic cracking common in more brittle materials, ensuring pipeline integrity and safety.
We implement a multi-layer defense. First, the valve body undergoes shot blasting to an SA 2.5 standard for optimal adhesion. Then, we apply a Fusion Bonded Epoxy (FBE) powder coating to a minimum thickness of 250μm, which is thermally cured to create a durable, pinhole-free barrier against soil and moisture corrosion, compliant with AWWA C550.
GGG50 offers higher tensile strength and is our standard for most applications, providing a superior safety margin. GGG40 has slightly higher elongation (ductility). We typically recommend GGG50, but can supply GGG40 or even low-temperature grades like GGG40.3 for specific project requirements. Please consult our engineers.
We leverage the excellent strength-to-weight ratio of ductile iron. Through Finite Element Analysis (FEA), we optimize the body geometry, reinforcing high-stress areas while maintaining a minimal footprint. This allows our valves to meet or exceed pressure ratings in a more compact and lightweight form factor than older, bulkier designs.
As a source factory integrating casting, machining, and assembly, JRVAL's product reliability has been verified by the market for over 20 years.
Compare our products against other brands before you commit. We're confident you'll be satisfied after an in-depth investigation.
We provide a comprehensive 2-year warranty covering non-human damage. Spare parts for the valve body, disc, and seat are readily available.
Before delivery, we provide complete documentation, including material test reports (MTR), coating inspection reports, and pressure test certificates.
Product Category
Quick link
Industries
Contact
Address: DaZhan Industrial Park, Xiaozhan Town, Jinnan District, Tianjin, China






Copyright @ 2026. Tianjin Jiangrui Steel Casting Co., Ltd.
Technical Support: Magic Lamp - Website