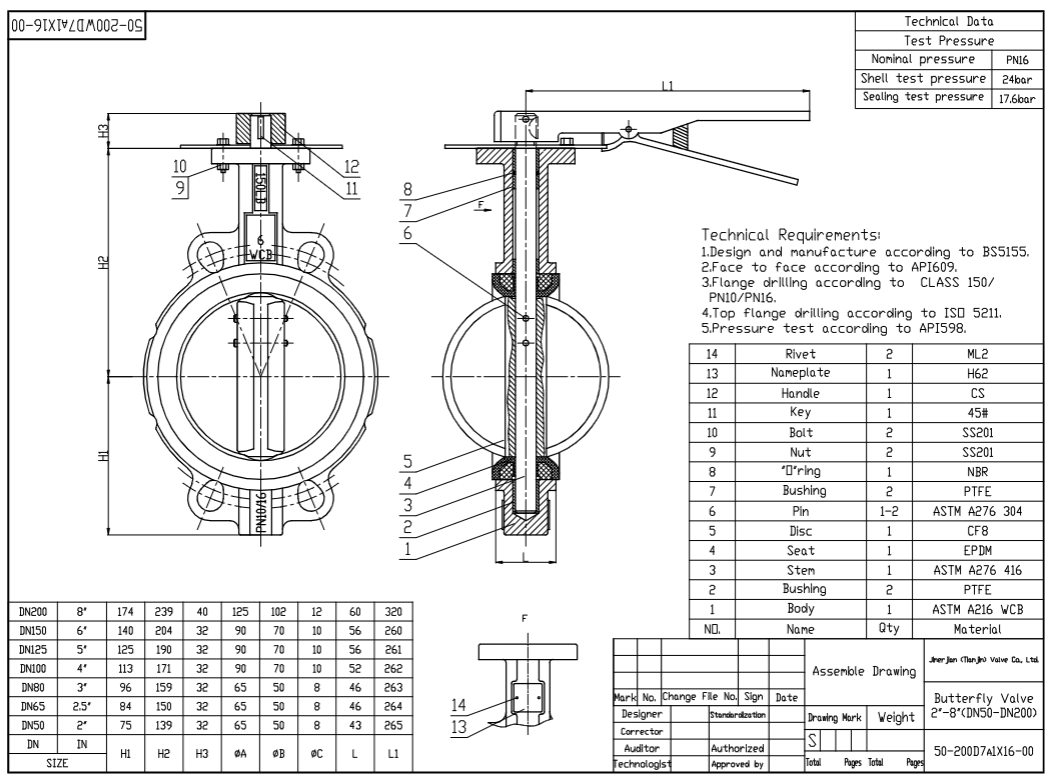


 Precision-Machined Locating Notches: The valve body is engineered with integral locating notches for rapid and accurate alignment with flange bolts, ensuring a simplified and error-free installation.
Precision-Machined Locating Notches: The valve body is engineered with integral locating notches for rapid and accurate alignment with flange bolts, ensuring a simplified and error-free installation.
Robust High-Pressure Body: Built with an extra-thick, high-grade ductile iron body, this valve surpasses Heavy-Body Series standards and is reliably rated for high-pressure applications up to PN25.
Guaranteed Material Integrity: We guarantee an optimized composition for our EN 1563 Grade EN-GJS-500-7 ductile iron. We utilize the beneficial upper range of key elements like Manganese for superior strength, while strictly controlling harmful impurities like Phosphorus and Sulfur to levels far below the industry norm.
Design and Manufacture: API 609, EN 593, GB/T 12238, JIS B2032 & more. Other standards available on request.
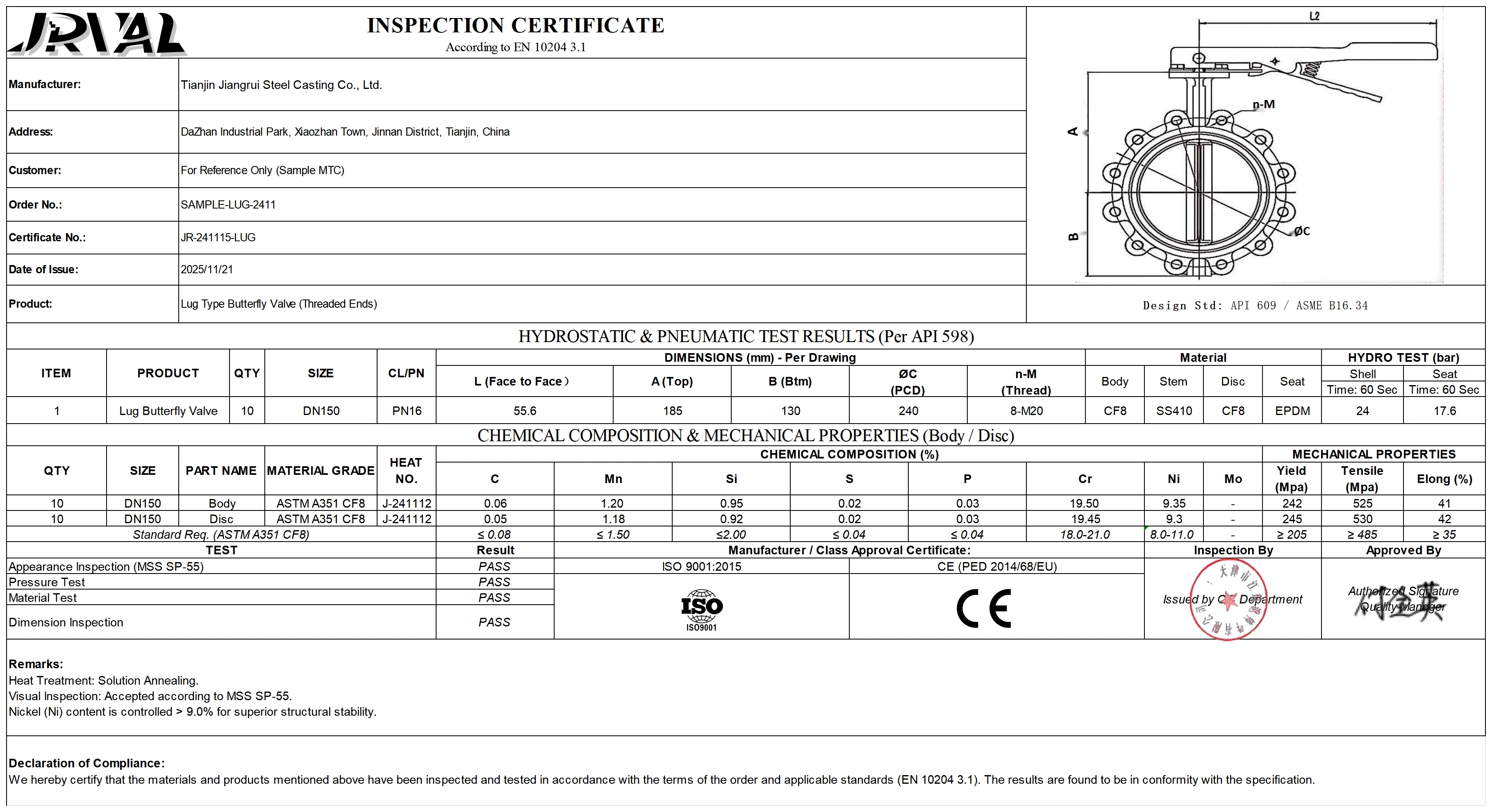
Leakage Class: API 598 (Bi-directional Zero Leakage)
Side Flange Standards: ANSI 125LB/ 150LB; ASME; AS-D/E; BS; DIN; EN PN6/ PN10/ PN16; GB; GOST; HG/T; JIS 5K/ 10K

Top Flange (Actuator Mounting) : ISO 5211; GB 90°
Face-to-Face Dimension: ISO 5752; MSS SP-68; ASME B16.10; EN 558-1; API 609
Testing Standards: API 598; EN 12266-1; ISO 5208; BS 6755-1
Certifications: ISO 9001; CE; BV; API 609; API 598; EAC; SIL3;
Technical description
Download
Q&A
Specification of the Valve |
|
|---|---|
|
Type of Connection |
Wafer |
|
Actuation |
Standard: Rack & Pinion Pneumatic Actuator |
|
Size |
1.5in ~ 48in (DN40~DN1200) |
|
Pressure |
PN6~PN25 / ANSI Class 125 ~ 150 |
|
Testing Pressure |
Shell: 37.5 Bar (1.5 x PN25); Seat: 27.5 Bar (1.1 x PN25) |
|
Applicable Media |
Water, HVAC, Seawater, Chemical Processing, Automated Batching, Compressed Air, Light Slurries |
|
Medium Temperature |
-25°C to +180°C (-13°F to +356°F) Dependent on seat and disc material selection |
Material of the Valve |
|
|---|---|
|
Body |
• Ductile Iron (Heavy Duty): GGG50 / GGG40/ ASTM A536 |
|
Disc |
• Ductile Iron (Nickel-Plated): DI+Ni |
| Shaft |
• High-Tensile Steel: SS420, SS431 (Standard) |
|
Seat |
• Elastomers: EPDM (High Hardness), NBR |
| Coating |
• System: Fusion Bonded Epoxy (FBE) |
The HP25 Pneumatic series integrates our robust PN25 valve with a high-performance actuator for rapid, reliable, and remote flow control. Every assembly is function-tested for seamless performance.

Our HP25 valve and pneumatic actuator combination is designed for demanding industrial automation, delivering speed, reliability, and failsafe functionality where it matters most.
The foundation of our automated valve is a robust GGG50 ductile iron body. It provides the structural rigidity to handle the high-speed, high-torque cycles of pneumatic actuation in 25 bar systems, ensuring long-term reliability.
Featuring a rack-and-pinion design for consistent torque, our pneumatic actuators offer near-instantaneous open/close cycles. Available in spring-return (failsafe) and double-acting models to suit any process requirement.
Easily integrate solenoid valves, limit switches, and electro-pneumatic positioners for precise throttling. The spring-return option ensures the valve automatically moves to a safe position (open or closed) on loss of air supply.












Perfect for industries requiring rapid cycling, remote control, or failsafe operation. The HP25 pneumatic valve excels in automated process lines and critical utility systems.

In chemical plants, our valve enables precise, automated dosing of solvents. The fast-acting pneumatic actuator improves batch consistency and speed. Ideal with SS316 disc and PTFE seats. Not for highly corrosive concentrated acids.

Automate flow control in large-scale treatment facilities. These valves are ideal for filter backwashing and remote isolation, controllable from a central SCADA system for enhanced operational efficiency and safety.

Used in utility lines (e.g., process water, CIP solutions) where automation is key. The pneumatic actuator allows for rapid switching between cycles. Unsuitable for direct contact with food products unless certified accordingly.

Provides reliable on-off control for large compressed air networks, inert gas lines, and vacuum systems. The quick shut-off capability minimizes system leakage and conserves energy, improving plant efficiency.

Automates ballast and bilge systems on ships, allowing for rapid water transfer from a central control point. The robust GGG50 body with epoxy coating withstands harsh marine environments. Not for cryogenic LNG.

In silos and conveyors, the pneumatic valve offers quick shut-off for controlling the flow of powders and grains. The powerful actuator cuts through static media for reliable closure. Not for highly abrasive aggregates like sand or cement.
These are environments where the speed, reliability, and remote control capabilities of a pneumatic actuator are essential for safety, efficiency, and process integrity.

In tank farms or large facilities, a pneumatic butterfly valve actuator allows for immediate control from a central command center, eliminating the need for manual intervention in distant or hazardous locations.

For processes requiring thousands of cycles per day, the durable design of the pneumatic butterfly valve actuator delivers unmatched speed and reliability, crucial for high-throughput manufacturing.

In safety-critical applications, a spring-return pneumatic butterfly valve actuator provides instant, reliable failsafe closure during a system alarm, protecting personnel and assets.

Pneumatic actuation is inherently spark-free, making our pneumatic butterfly valve actuator the ideal choice for flammable atmospheres where electric actuators would require costly special enclosures.
How a regional EPC firm mitigated project risks by partnering with JRVAL, achieving a 22% cost reduction on the valve package while improving lead time and ensuring long-term performance for a critical water infrastructure project.
| At a Glance: Key Performance Indicators (KPIs) | |
|---|---|
| Product Deployed | JRVAL HP25 Wafer Butterfly Valve (DN200 to DN500) with Double-Acting Pneumatic Actuator, SS304 Disc, EPDM Seat |
| Application | Automated isolation and flow control in a municipal water booster pump station. |
| Key Challenge | Sourcing a reliable, automated valve solution that fit within a tight budget, avoiding both the high cost of premium European brands and the quality risks of low-cost, untraceable suppliers. |
| Cost Optimization | Achieved a 22% cost saving on the valve automation package compared to the initial quotes from European brands, freeing up significant project capital. |
| Supply Chain Performance | Secured an 8-week delivery schedule for all 45 valve assemblies, a 40-50% reduction from the 14-16 week lead times quoted by other suppliers. |
| Quality Assurance | Material integrity confirmed via client-witnessed in-house PMI and hydrostatic testing. All valves demonstrated bubble-tight shutoff per API 598 (Rate A). |
| Long-Term Value | Protected by a 24-month comprehensive warranty. Standardized design ensures easy availability of spare parts post-warranty, minimizing future maintenance costs (TCO). |
A leading EPC firm in Malaysia was tasked with constructing a new water booster pump station to serve a growing urban area. The project's success depended on sourcing reliable automated valves for the main pipelines.
The Project Manager, Mr. Faisal bin Abdullah, faced a classic procurement dilemma. The initial specifications called for premium European-made valves, but their quotes were pushing the project over budget. On the other hand, previous experiences with low-cost regional suppliers had resulted in premature failures and costly service interruptions.
"We needed a partner, not just a supplier," Mr. Faisal explained. "We required a manufacturer with verifiable quality control and a transparent supply chain, but at a price point that respected our project's financial constraints. The risk of using valves with questionable material origin was simply too high for public infrastructure."
Mr. Faisal's team initiated a rigorous vetting process for alternative suppliers. JRVAL was shortlisted due to our status as a source manufacturer with an in-house foundry. The evaluation focused on three core areas:
Rather than just accepting an MTR (Material Test Report), Mr. Faisal's team was concerned with true material integrity. We addressed this by providing detailed casting heat numbers for the GGG50 ductile iron bodies and SS304 discs. We were transparent about our in-house testing capabilities and invited the client to witness the PMI (Positive Material Identification) testing of the raw materials themselves. This transparency was a key differentiator.
Owning our own 81,426m² foundry and 11 key CNC machining centers was a critical factor. It demonstrated to the client that we had direct control over the entire production process, from molten metal to final assembly. This vertical integration was the foundation for our ability to commit to a firm and significantly shorter lead time.
Our team provided detailed actuator sizing calculations to ensure the selected pneumatic actuators provided sufficient torque with a 30% safety factor for the specified operating pressure. We also submitted our standard Inspection and Test Plan (ITP), which outlines every QC checkpoint, including dimensional checks (using calibrated calipers), coating thickness tests, and hydrostatic pressure testing to 1.5x (shell) and 1.1x (seat) the rated pressure as per EN 12266-1.
Based on the successful vetting process, JRVAL supplied 45 units of the HP25 Pneumatic Butterfly Valve assemblies.
By managing the entire production in-house, we delivered all valve assemblies within the promised 8-week timeframe. This allowed Mr. Faisal's team to stay on schedule with their mechanical installation, mitigating the risk of project delays that often arise from long valve delivery times.
Every single valve was factory-assembled and pressure-tested, with reports included in the shipping documentation. This ensured bubble-tight shutoff and proper functioning right out of the box, drastically reducing on-site commissioning issues and labor costs for the EPC firm.
We backed our product with a clear 24-month warranty covering free replacement of spare parts. Furthermore, because our valves are built to international standards, the client has assurance that common wear parts like seats and seals can be easily sourced even after the warranty period, ensuring a low Total Cost of Ownership (TCO).

Reliable automation for your 25 bar systems.
As a source factory with our own foundry, we control quality from the raw material melt. Our process includes:
Both are high-performance rack & pinion actuators. The key difference is their operating principle and application:
Our "zero leakage" performance for soft-seated valves meets API 598 Rate A. This is the strictest industry standard for seat testing, defined as "no visible leakage" (i.e., bubble-tight) when tested with water for a specified duration.
This is achieved through our precision-machined GGG50 body, proprietary bonded seat design, and a high-hardness EPDM elastomer that ensures a tight seal in both flow directions, even after extensive cycling.
We provide a comprehensive 24-month warranty from the date of shipment. This covers defects in materials and workmanship, and we will supply replacement parts (e.g., seats, seals) free of charge during this period.
Because our valves are built to international standards (e.g., ISO 5211 actuator mounting), it is easy to source spare parts from us or third-party suppliers after the warranty period, ensuring a low total cost of ownership (TCO). Our team also provides lifetime online technical support to assist with troubleshooting.
Absolutely. We welcome and will fully cooperate with any third-party inspection agency appointed by the client. We are confident in our processes and products.
Please note that while we provide full access and documentation to the inspectors at no charge, the cost of the inspection service itself is borne by the client. We can provide all necessary QC reports, MTRs, and test certificates to facilitate a smooth and efficient inspection.
No. The HP25 series is engineered for general industrial and water service applications. It does not carry the specific material certifications (e.g., FDA, WRAS) for sanitary use or the design approvals for explosive atmospheres (ATEX).
Our focus is on delivering exceptional reliability and value for our target industries: water/wastewater treatment, HVAC systems, chemical processing (non-explosive media), and marine applications. We believe in being transparent about our product's intended service to ensure you get the right valve for the job.
Product Category
Quick link
Industries
Contact
Address: DaZhan Industrial Park, Xiaozhan Town, Jinnan District, Tianjin, China






Copyright @ 2026. Tianjin Jiangrui Steel Casting Co., Ltd.
Technical Support: Magic Lamp - Website