

 Precision-Machined Locating Notches: The valve body is engineered with integral locating notches for rapid and accurate alignment with flange bolts, ensuring a simplified and error-free installation.
Precision-Machined Locating Notches: The valve body is engineered with integral locating notches for rapid and accurate alignment with flange bolts, ensuring a simplified and error-free installation.
Robust High-Pressure Body: Built with an extra-thick, high-grade ductile iron body, this valve surpasses Heavy-Body Series standards and is reliably rated for high-pressure applications up to PN25.
Guaranteed Material Integrity: We guarantee an optimized composition for our EN 1563 Grade EN-GJS-500-7 ductile iron. We utilize the beneficial upper range of key elements like Manganese for superior strength, while strictly controlling harmful impurities like Phosphorus and Sulfur to levels far below the industry norm.
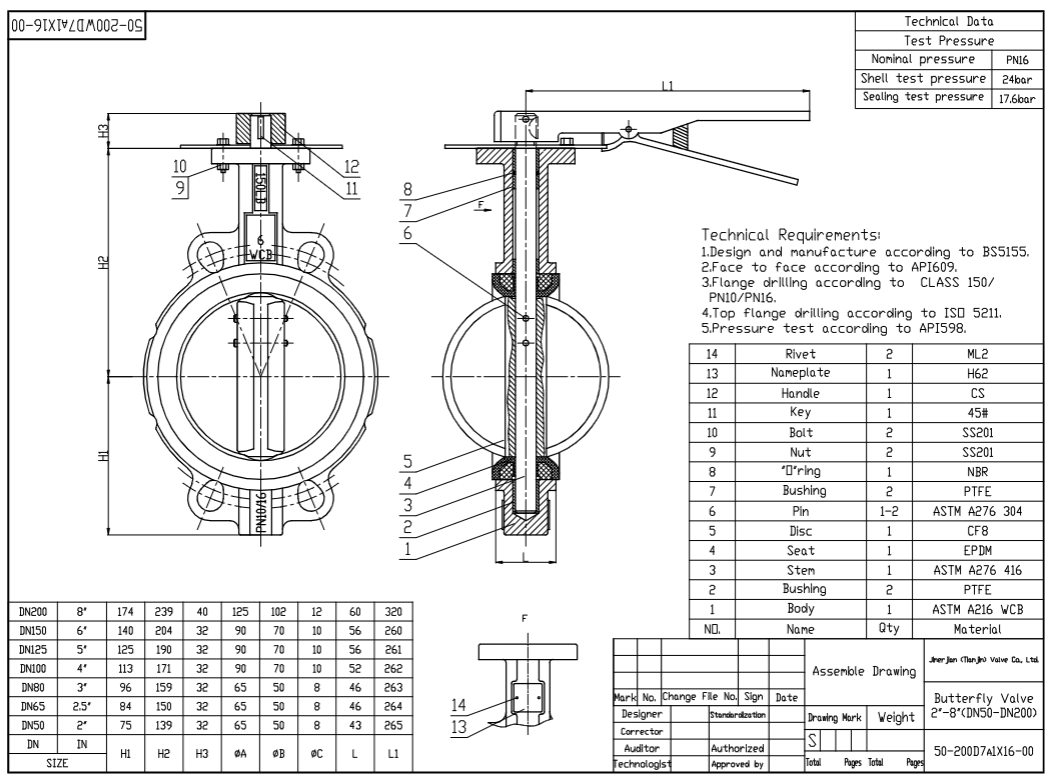
Design and Manufacture: API 609, EN 593, GB/T 12238, JIS B2032 & more. Other standards available on request.
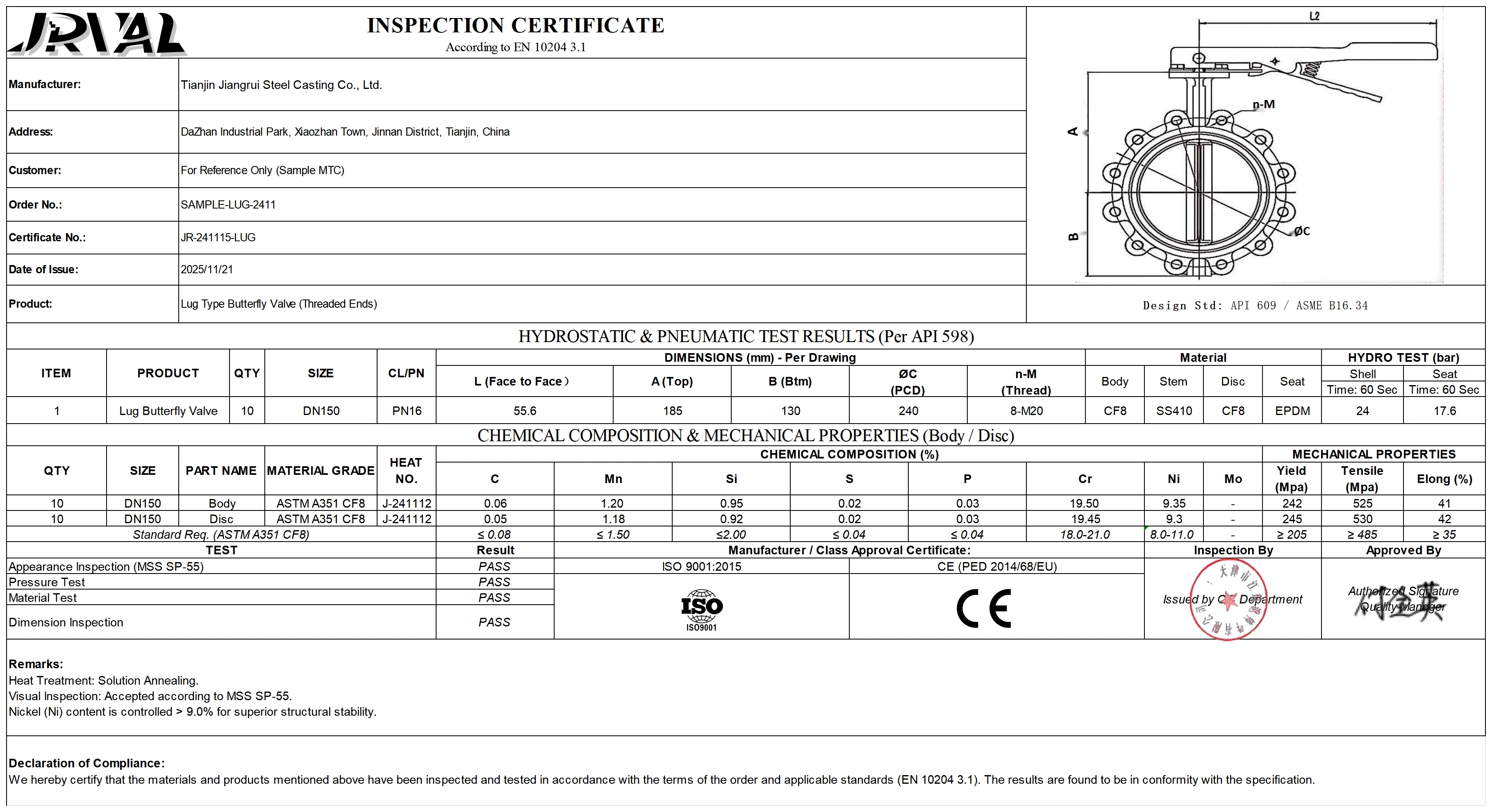
Leakage Class: API 598 (Bi-directional Zero Leakage)
Side Flange Standards: ANSI 125LB/ 150LB; ASME; AS-D/E; BS; DIN; EN PN6/ PN10/ PN16; GB; GOST; HG/T; JIS 5K/ 10K

Top Flange (Actuator Mounting) : ISO 5211; GB 90°
Face-to-Face Dimension: ISO 5752; MSS SP-68; ASME B16.10; EN 558-1; API 609
Testing Standards: API 598; EN 12266-1; ISO 5208; BS 6755-1
Certifications: ISO 9001; CE; BV; API 609; API 598; EAC; SIL3;
Technical description
Download
Q&A
Specification of the Valve |
|
|---|---|
|
Type of Connection |
Wafer |
|
Actuation |
Standard: Worm Gearbox (for precise control & high torque) |
|
Size |
1.5in ~ 12in (DN40~DN300) (Designed for high-pressure service) |
|
Pressure |
PN25 (25 Bar) / ANSI Class 150 ~ 300 |
|
Testing Pressure |
Shell: 37.5 Bar (1.5 x PN25); Seat: 27.5 Bar (1.1 x PN25) |
|
Applicable Media |
Water, HVAC Systems, Seawater, Pump Stations, Compressed Air, Light Slurries |
|
Medium Temperature |
-25°C to +180°C (-13°F to +356°F) Dependent on seat and disc material selection |
Material of the Valve |
|
|---|---|
|
Body |
• Ductile Iron (Heavy Duty): GGG50 / ASTM A536 |
|
Disc |
• Ductile Iron (Nickel-Plated): DI+Ni |
| Shaft |
• High-Tensile Steel: SS420, SS431 (Standard) |
|
Seat |
• Elastomers: EPDM (High Hardness), NBR |
| Coating |
• System: Fusion Bonded Epoxy (FBE) |
The HP25 Worm Gear series combines PN25 pressure-rated integrity with the precise, high-torque control of a self-locking gearbox. Every valve is hydro-tested to 1.5x its rated pressure.

The HP25 Worm Gear model is the definitive solution for managing high-pressure PN25 lines. Its gearbox provides significant mechanical advantage, making operation safe, easy, and precise, especially for large diameter valves.
Our PN25 valve's foundation is a robust GGG50 ductile iron body, engineered to withstand 25 bar pressure without distortion. This structural integrity is critical for the gearbox to deliver consistent, leak-free sealing torque every time.
The core of this valve is its high-ratio worm gear. It multiplies input force, allowing effortless operation on large, high-pressure lines. The self-locking design prevents disc drift from vibration or pressure surges, ensuring the valve stays in its set position.
To handle the immense torque from the gearbox, we use oversized, high-tensile SS420 or 17-4PH shafts. Paired with a strengthened disc, this robust drivetrain ensures reliable torque transmission for a bubble-tight shut-off at 25 bar.












Ideal for applications where precise flow modulation, high torque, or prevention of water hammer is critical. The worm gear operator makes this valve a superior choice for large-diameter and critical service lines.

In skyscraper basements, our valve with a worm gear operator provides safe, manageable isolation against extreme static head pressures. The gearbox makes it easy for maintenance staff to operate large DN200-DN300 valves without risk.

On the discharge of high-pressure booster pumps, the slow, controlled operation of the worm gear prevents damaging water hammer. It ensures system longevity and pipeline integrity during operational cycles.

For main distribution lines in municipal waterworks, the reliability and precise control of a worm gear valve are essential. It allows for gradual throttling to manage flow rates and secure isolation for network maintenance.

On high-pressure feed and brine lines in reverse osmosis plants, the HP25 with a Duplex/SS disc and worm gear operator offers precise control and corrosion resistance under constant high pressure. Not suitable for highly corrosive chemicals like concentrated acids.

Ideal for ballast, bilge, and cooling water systems where space is tight but PN25 rating is needed. The worm gear provides reliable operation in high-vibration environments. Unsuitable for cryogenic LNG applications.

In mine dewatering systems with high back pressure, the worm gear provides the mechanical advantage needed to close against heavy, light-slurry water. Not recommended for highly abrasive slurries with large particles.
These are environments where the mechanical advantage and controlled speed of a worm gear operator are not just a convenience, but a necessity for safety and performance.

For isolating DN250 or DN300 lines, a lever is impractical. Our Wholesale Worm Gear Butterfly Valve provides the necessary mechanical advantage for a single operator to safely achieve a tight seal.

When you need to partially open a valve to regulate flow, the self-locking gearbox is critical. This Wholesale Worm Gear Butterfly Valve can be set to any position without fear of it drifting due to flow turbulence.

In long pipelines where sudden valve closure can cause catastrophic surges, our Wholesale Worm Gear Butterfly Valve ensures a slow, controlled shut-off, protecting pipes, pumps, and instrumentation.

Near heavy machinery or pumps, a lever valve can vibrate shut. The self-locking nature of our Wholesale Worm Gear Butterfly Valve guarantees it stays in the intended position, ensuring process stability.
This case study analyzes how a leading Polish heavy machinery manufacturer partnered with JRVAL to upgrade a critical cooling system, achieving an 18% reduction in valve acquisition costs while significantly enhancing operational safety and system reliability.
| At a Glance: Key Performance Indicators (KPIs) | |
|---|---|
| Product Deployed | JRVAL HP25 Series Worm Gear Wafer Butterfly Valve, DN200 |
| Application | Main isolation for a high-pressure (15 bar) closed-loop industrial cooling circuit |
| Key Challenge | Existing lever-operated valves caused severe water hammer, posed an operational safety risk, and showed premature seal wear. |
| Cost Optimization | 18% lower upfront cost compared to the incumbent European premium brand quote, resulting in a €12,000 saving on the initial valve package. |
| Risk Mitigation | Complete mitigation of water hammer events. Projected 90% reduction in unscheduled downtime related to valve failure based on initial 6-month performance. |
| Supply Chain | 8-week lead time from PO to delivery, compared to the 14-week quote from the alternative supplier, de-risking the project schedule. |
Our client, a prominent manufacturer of heavy machinery components based in Poland, was undertaking a planned upgrade of their primary production facility's cooling system. The system operates with a constant static head pressure of approximately 15 bar (PN16-rated).
Their lead maintenance engineer, Marek Sokołowski, identified a critical flaw in the existing setup. The DN200 lever-operated butterfly valves on the main loop were problematic:
• Water Hammer: Quick closure by operators was causing severe hydraulic shock (water hammer), leading to a documented pipe flange gasket leak and placing constant stress on the entire piping system.
• Operational Hazard: The high differential pressure made operating the large lever valves physically demanding and unsafe, requiring two operators and increasing the risk of injury.
• Reduced Lifespan: The high torque required to operate the valves was causing premature wear on the valve stems and seals, leading to minor weeping and increased maintenance cycles.
Marek’s team was positioned between two undesirable extremes: prohibitively expensive Tier-1 European brands and low-cost Asian suppliers with questionable material traceability. Their search was for a manufacturer that could provide verifiable engineering quality at a sustainable price point.
During the vetting process with JRVAL, Marek’s team requested a comprehensive documentation package, not as a special feature, but as a mandatory prerequisite for consideration:
Crucially, JRVAL’s transparency about their manufacturing process was a deciding factor. They openly stated their strength as a foundry-first enterprise, with the company owner being a 20-year casting specialist. This provided a credible explanation for their ability to guarantee material integrity from the very first step of production.
JRVAL proposed the HP25 Worm Gear Wafer Butterfly Valve as the technically and commercially superior solution.
The worm gear operator directly addressed the core challenges. Its high gear ratio enables slow, controlled closure, naturally dissipating the line's kinetic energy and completely mitigating water hammer. It also provides significant mechanical advantage, allowing a single operator to safely and smoothly actuate the DN200 valve, even under full pressure.
Instead of just claiming "good material," JRVAL provided context. Their in-house foundry (81,426 m² facility) and direct oversight on casting ensure the GGG50 bodies have superior microstructural integrity and are free from porosity—a common failure point in high-pressure valves from less integrated suppliers.
With 11 key CNC machining centers, JRVAL committed to and met an 8-week delivery schedule. A standard 24-month warranty was provided, and because the valves are built to international standards, long-term maintenance with standardized spares is assured, guaranteeing a low Total Cost of Ownership (TCO).
The project came in €12,000 under the valve budget set by the alternative premium quote, an 18% saving that was reallocated to other plant upgrades.
There have been zero valve-related maintenance calls. System pressure is stable, and the audible "bang" of water hammer during pump shutdowns has been entirely eliminated. Operator feedback has been overwhelmingly positive, citing the ease and safety of operation.
The risk of a catastrophic pipe failure due to hydraulic shock has been mitigated. The plant's operational risk profile is demonstrably lower, and insurance assessors have noted the system's improved safety standards.

Precision high-torque control for PN25 systems.
A worm gear is critical for high-pressure applications. It provides three essential engineering advantages:
As a foundry-first manufacturer, we have total control. We don't just "use" GGG50; we produce it. Our GGG50 (EN-GJS-500-7) has a verified minimum tensile strength of 500 MPa. This superior strength prevents "body ovalization"—a subtle deformation under high pressure that causes seat leakage in valves made from inferior GGG40. We provide full MTRs to prove it.
Absolutely. The drivetrain is engineered as a complete system. The HP25 series utilizes a reinforced, high-tensile SS420 stainless steel stem with a larger diameter than standard valves. This robust design ensures all torque from the gearbox is reliably transferred to the disc for a bubble-tight seal, without any risk of shearing or twisting the stem.
Yes, future-proofing is built-in. The worm gearbox is mounted on a standardized ISO 5211 top flange. This means you can easily remove the manual gearbox and direct-mount a standard electric or pneumatic actuator in the future without needing any special brackets or modifications, simplifying upgrades and reducing long-term costs.
Every HP25 valve is hydrostatically tested to EN 12266-1 standards: Shell Test at 37.5 bar (1.5xPN) and Seat Test at 27.5 bar (1.1xPN). This guarantees zero leakage (ISO 5208 Rate A). Each valve is backed by our standard 24-month warranty, with readily available spare parts and online technical support.
As a 20-year casting specialist, we don't just assemble; we create. This guarantees our GGG50 ductile iron meets its 500MPa strength spec, a claim backed by full MTRs.
Our HP25 series features a heavier body casting and a reinforced stem, designed specifically to handle the high torque from the gearbox for superior long-term reliability.
No valve leaves our facility without passing a 1.5x shell and 1.1x seat pressure test. A signed test report and our 24-month warranty is your guarantee of performance.
Product Category
Quick link
Industries
Contact
Address: DaZhan Industrial Park, Xiaozhan Town, Jinnan District, Tianjin, China






Copyright @ 2026. Tianjin Jiangrui Steel Casting Co., Ltd.
Technical Support: Magic Lamp - Website