
 JRVAL
JRVAL Dec 22 2025
Dec 22 2025JRVAL Quality Control Flow Chart
Carbon Steel Butterfly Valve Production Process - 20 Years of Casting Experience Ensures Valve Body and Disc Blank Quality
20 Years of Casting Experience
Carbon Steel Butterfly Valve Production Quality Control Process
1
Valve Body and Disc Casting
- With water glass and silica sol 3 casting lines
- 20 years of casting experience ensures the quality of blank of valve body and disc
- We own full range of mold
- Above 10 materials are available, such as WCB, LCB, LCC etc.
- Spectrometer material test ensures metal elements meet with standard
2
Grinding and Dressing
- Use sand shaker which enables sand cleaning quickly and thoroughly
- Protect the casting surface to avoid any damage
3
Waxing and Pickling
- Hook shot blasting machines and crawler shot blasting machine will do sand-blasting to the valve body and disc
- Removed the surface oxide skin of valve body and disc
- Then put into storage prepare for machining and valve assemble
4
Valve Body Machining
- Regularly inspect tooling and equipment to ensure the accuracy
- Inspector check quality strictly
- The unqualified products either be repaired or disposed
5
Valve Disc Machining
- Check the processing standard of the outer edge R-Arc height and the end face dimension
- The unqualified products either be repaired or disposed
6
Other Parts Quality Control
- Rubber Parts: Valve seat and O-ring are purchased through outsourcing
- Sampling inspection on the coaxiality of the valve seat and valve disc
- Inspection report must be provided before purchasing to ensure stable quality and performance
- Metal Parts: Screw, bolt, nut and other accessories like electric actuator and pneumatic actuator are purchased through outsourcing
- Cooperated with us many years like brother or sister companies, quality is assured
7
Valve Assemble and Testing
- Valve Assemble: Collect valves parts strictly based on picking list
- Assemble according to flow chart and rules
- Standardize the assembly and test to ensure valves with zero-leakage
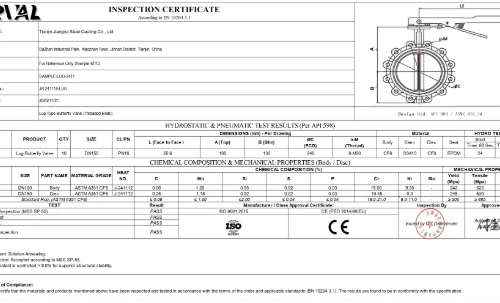
- Pressure Test: Valve pressure test based on 1.25 times of nominal pressure
- 10 minutes hydraulic test with intelligent tester to ensure the sealing surface no leakage
- A stable value of the pressure gauge is regarded as qualified product
- Must be repaired for any leakage until reaches zero leakage standard
- Take record of the inspection value then storage for delivery

Behind the Scenes: Advanced Casting & Machining
Quality isn't just inspected; it's manufactured. Discover how we achieve +30% stress resistance and 0ppm leakage.
Heat Treatment: ASTM A182/A479 standards with quenching & tempering for unbreakable stability.
18 CFD Simulations: Scientifically redesigned body-disc-stem fit for bidirectional sealing at 250bar.
Precision Tolerances: Strict machining standards minimize wear and maximize cycle life.